


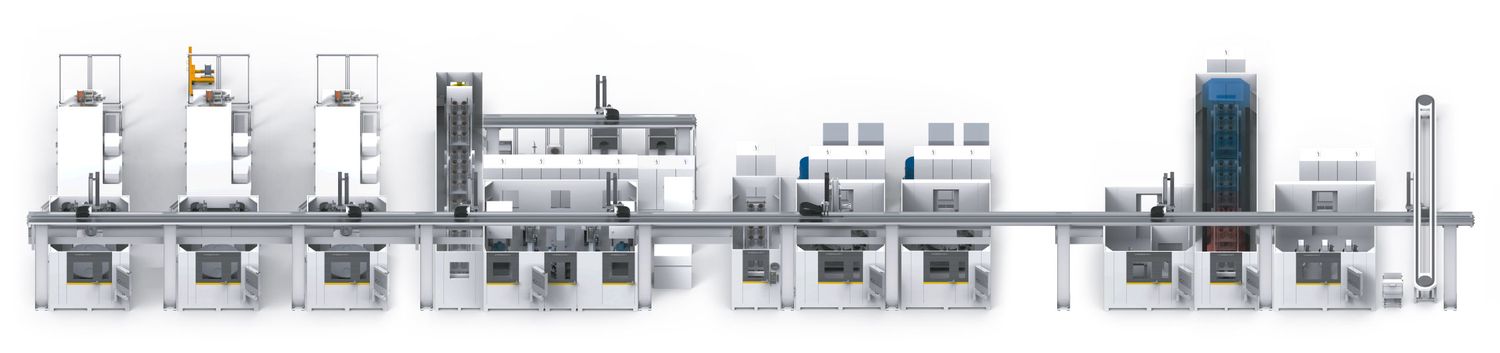
Hairpin Stator
The powered unwinding fixture will change between spools automatically while unwinding the coated copper wire from the roll. This same fixture will organize the straightened wires and delivery them to downstream processes.
Different setting technologies place the hairpins from the unwinding station into a setting fixture. It is possible to set multiple layers. The fixture rotates during the setting process so that all hairpins can be placed according to a predefined setting pattern.
The stators are heated and kept at temperature before, during and after the drizzling process.
Stripping the insulation of the wire coating can be done using a laser or stamping device. Both solutions can “float” with the wire to produce high quality and repeatable results.
The pre-set hairpins are held and controlled by a special gripper unit that accurately sets them into the stator lamination stack.
The insulating resin is finely dispensed using a drizzling procedure. This procedure continuously applies the resin to a rotating stator on the longitudinal axis. This results in small batches of efficient throughput that can also be scaled.
Mechanical notching for mounting a phase before separation, then shearing off of the copper wire.
The hairpins are spread sequentially in the stator with gripper units.
After the drizzling procedure, the stators are cured in a furnace.
I-pins are bent into 3D hairpins using a combination of different techniques; 2-D forming, 2-D bending in a die, 3-D bending in a die, embossing a 2-D wire into a 3-D contour.
The hairpin ends are twisted in the stator, which ensures high-performance functionality. The stator stack is clamped, the twisting unit is positioned, and the layer is twisted through multiple stages until complete.
The hairpins are powder coated (or vortex sintering) directly after induction heating. The powder adheres to the wire ends and is then cured.
The insulation paper is delivered via roll. The insulation paper is creased and shaped as needed. The insulation paper is cut and inserted sequentially into each groove of the stator. The insulation paper is then flared as it moves downstream by a heating element that moves along both sides of the stator.
The hairpin ends are welded, ensuring that the electric flux can be generated in accordance with requirements. The quality of the welding process is essential for ensuring smooth performance of the electric motor.
After powder coating, the stators are cured in a furnace and then cooled in a cooling tunnel.
Hairpins can be connected to other HV elements by soldering or brazing. The hairpin ends are soldered, ensuring that the electric flux can be generated in accordance with requirements. The quality of the soldering process is another main contributor to ensuring smooth performance of the electric motor.
Electrical tests range from high-voltage inspection of AC/DC between 3 phases
U-V including part unloading
V-W including part unloading
W-U including part unloading
![[Translate to English:]](/fileadmin/_processed_/2/3/csm_amb_2445a99f0d.jpg "[Translate to English:]")